

整個生產過程可以概括為:原料準備 → 高壓灌注 → 熟化定型 → 脫模處理 → 表面加工。
1. 原料準備
雙組分原料:聚氨酯硬泡原料通常由兩種化學液體組成,存放在不同的料罐中。
A組分(聚醚多元醇):通常稱為“白料”,是形成泡沫主體的基礎。
B組分(異氰酸酯):通常稱為“黑料”,與A組分發生化學反應,生成聚氨酯并釋放氣體(發泡)。
添加劑:原料中還會添加催化劑、發泡劑、穩定劑等,以精確控制泡沫的密度、流動性、固化速度以及最終產品的物理性能。
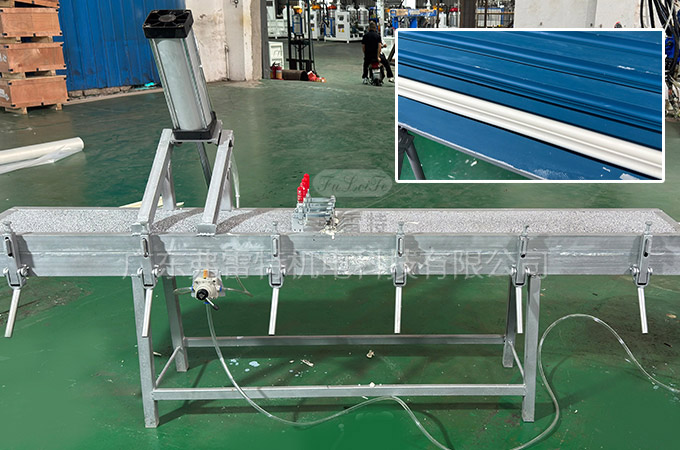
模具:制造仿木踢腳線需要高精度的鋼制或鋁制模具。模具內腔雕刻有精美的木紋紋理,這些紋理會在發泡過程中直接復制到踢腳線表面。
2. 高壓灌注與發泡(核心環節)
這是聚氨酯高壓發泡機大顯身手的階段。
設備預熱:發泡機需要提前預熱,確保A、B料桶和輸料管路保持最佳工作溫度(通常根據原料要求設定,如40±5°C)。
計量與混合:
發泡機通過高精度計量泵,按特定比例(如1:1)將A、B兩種組分從料桶中抽出。
兩種組分在高壓(通常150-200 bar) 下被推入一個被稱為“混合頭”的裝置中。高壓使得料液劇烈碰撞、瞬間混合均勻。
高壓混合的優勢:相比于低壓機,高壓機能實現無攪拌混合,避免了氣泡,混合更充分,成品密度更均勻,表面紋理更清晰。
灌注:混合頭將混合好的液料快速、精確地注入預先準備好的、并涂有脫模劑的密閉模具中。注射量需要精確計算,以剛好填滿型腔為宜。
3. 熟化定型
液料在模具內迅速發生化學反應,開始發泡、膨脹,并充滿整個模具型腔。
在化學反應和模具溫度的作用下,聚氨酯會在幾十秒到幾分鐘內初步固化定型(熟化)。
模具通常帶有溫控系統,以保證最佳的反應條件。
4. 脫模與后處理
開模脫模:待產品完全固化后,打開模具,將成型的踢腳線毛坯取出。
清理修邊:剛脫模的產品周邊會有因模具合模線產生的少量飛邊(毛刺),需要人工或機器進行修整清理。
5. 表面加工(實現“仿木”效果的關鍵)
此時的踢腳線是素色的,需要進行表面處理才能擁有逼真的木紋效果。
底漆處理:對毛坯進行打磨,然后噴涂底漆,填充微小毛孔,形成平整基面。
紋理制作:主要采用熱轉印工藝。
弗雷特聚氨酯仿木發泡機,廣泛應用于家具,家裝仿木硬質聚氨酯泡沫,裝飾材料、仿真石、地板、板材、工藝品、鏡框等行業,擁有“合成木材”之美稱,代替日益緊缺的天然木材。具有極佳的流動性脫模性,密度可調性能尤為優異。將本組合聚醚與聚合MDI反應,制品表面細膩、無氣泡表面硬度高,尺寸穩定性好,密度可根據客戶要求定制具體指標。
- [2022.05.19]聚氨酯發泡機制造硬泡保溫的優勢…
- [2024.09.21]國內高壓發泡機在歐洲市場具有一…
- [2024.09.20]聚氨酯發泡機在非洲市場的發展趨…
- [2024.09.09]雙組份聚氨酯高壓發泡機
- [2021.03.11]圓盤流水線中高壓發泡機的運用建…
- [2024.09.06]聚氨酯發泡設備具有重要意義
- [2024.08.28]聚氨酯發泡機在國內市場的狀況
- [2021.03.10]高壓發泡機的優點有哪些
- [2022.05.11]聚氨酯發泡機保養維修攻略
- [2024.08.23]聚氨酯高壓發泡機:在現代工業中扮…
- [2023.10.26]聚氨酯高壓發泡設備不穩定故障排…
- [2024.08.21]聚氨酯高壓發泡機的原理與應用
- [2024.08.19]關于聚氨酯發泡機
- [2021.03.09]高壓發泡機的產品特性及優勢
- [2023.10.24]聚氨酯高壓設備不穩定故障排除(三…
- [2024.08.14]聚氨酯發泡設備:工業制造中的綠色…
- [2023.10.21]聚氨酯高壓設備不穩定故障排除(二…
- [2021.03.09]使用聚氨酯發泡機生產線的優勢
- [2023.10.19]聚氨酯高壓設備不穩定故障排除
- [2022.05.09]小型聚氨酯發泡機具備的特點






